
Hands-on Skills
My experience with machining and physical prototyping!
Senior Capstone - Vibram Inclinable Walkway
NC Mill and Chop Saw
I was heavily involved in the hands-on fabrication phase, serving as the right-hand to our machining lead, Charlotte. I had to measure each bar in CAD and provide drawings to everyone, showing how long to cut the bars and where the holes should be located. I worked with my team on cutting, threading, and assembling every single bar of the build. We used tools like NC mills for finding precise locations for holes, large saws for cutting extrusions, tapping kits for threads, and a few other processes as well.
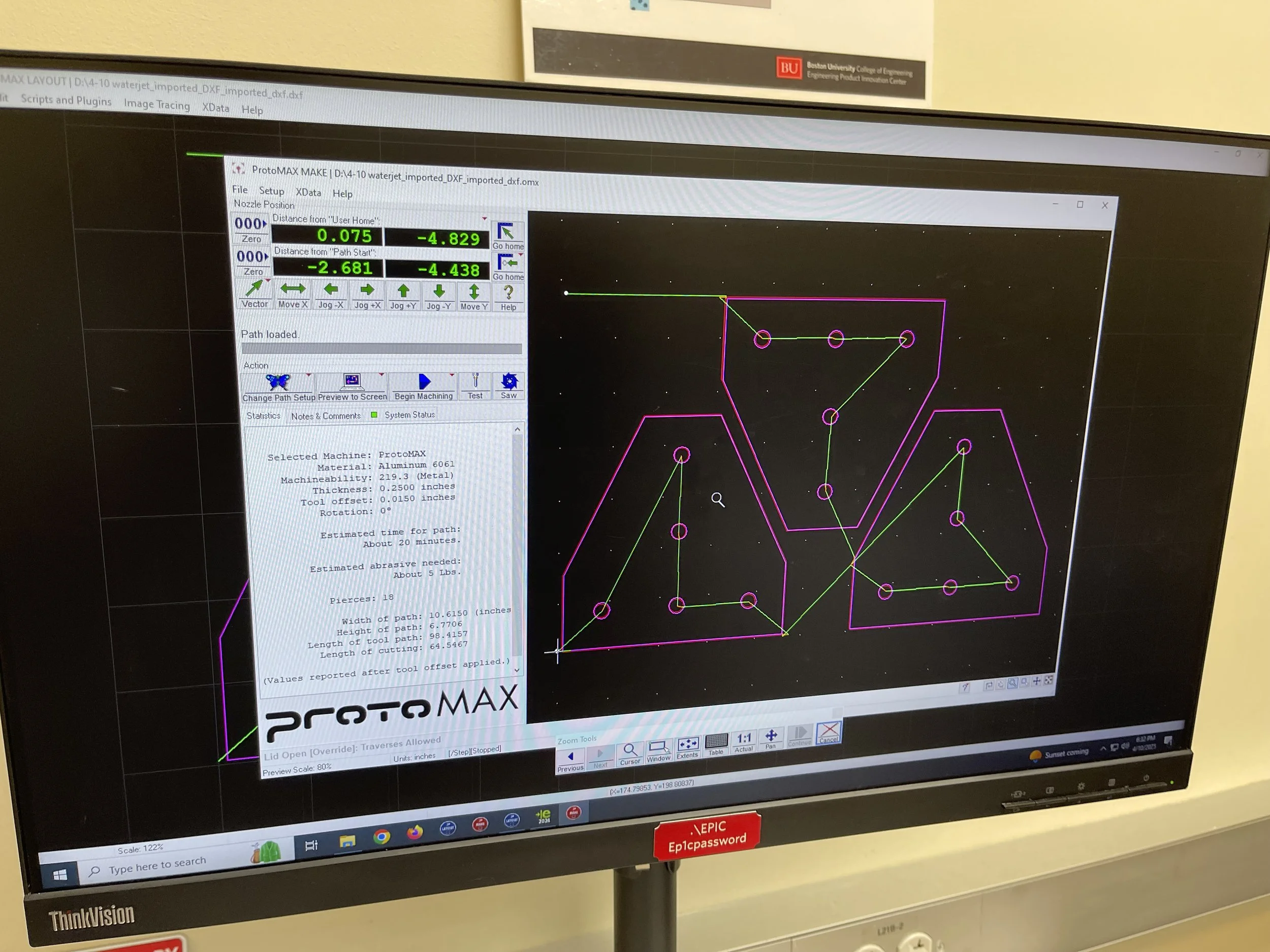
Waterjet Cutting
I also did more specific work, like printing all the 3D prints and waterjet cutting the aluminum gussets. I did this side project because we got spare aluminum plates from the storage room, and it was the exact same material and thickness as the gussets that we needed from the 8020 website. That meant I could easily make dxf files, cut the parts, and save our group over 100$ (each one on the website is 12$) from making it myself!


Sensacore Autosampler
Physically Assembling the Prototype
Once I made the CAD models and sent out the drawings to the factory, I went with my seniors to see the sheet metal chassis before they did the complete welds and powder-coated it. I got to be really involved in every stage of the process, and at that factory, I got to observe the parts that were easy and hard to bend, and that allowed me to go back to the drawing board and redesign the specific area. I also got to have a say in what types of welds I want in which locations.

Automated Assembly Line - Bagmate
CNC Machining
I had to work with 1 of my teammates to configure the CNC mill to machine the top part. We had probably machined 30 test pieces to try and get it to work! What was going wrong was that first, going at 100% feed rate and spinning at 100% spindle rpm made the part constantly tip over and get loose inside the vice, and so the cuts would be very off. The solution for us was to decrease the feed rate and RPM to around 70% of the normal settings. There was then a 90% success rate with parts after this change, but our cycle time increased from 5.5 minutes to over 7 minutes, which would not be great for the assembly line.
Robot Programming
I learned about programming the robots in waypoints, and how to utilize moveJ and moveL commands to dictate the path of the robot end effector. There are 3 robot arms used in the project, where 2 are used for loading and unloading parts from the CNC mills, and 1 is used for assembling the parts. I programmed 1 cobot for the CNC mill, and I assisted with the assembly programming of the cobots. We used teach pendants and had around 40 commands for each robot to run through to accomplish their tasks.
The robot I programmed for the CNC mill had to take a stock piece from an inventory rack, then use a jig to position the stock to be in a precise location in its grippers. Then, the robot arm had to take the stock piece, place it inside the CNC mill vice, and then push the piece so it is securely in the vice. The robot then moves out of the CNC mill, waits for the machining to finish, and then has to go back inside the CNC to take out the stock piece, and then put the stock piece on the conveyor belt carrier.